








В клееном брусе нашлись дефекты? Все поправимо!

Изготовление клееного бруса является весьма трудоемким процессом, в ходе реализации которого формируется продукт с высокой добавочной стоимостью. Вместе с тем достаточно частой является ситуация, когда уже после выполнения всех технологических операций на его поверхности образуются дефекты в виде выпавших сучков, трещин или смоляных кармашков, существенно снижающие качество готовых изделий.
КТО ВИНОВАТ И ЧТО ДЕЛАТЬ?
Зачастую образование подобных дефектов не является следствием неправильного выполнения технологических процессов, а представляет собой случайный фактор, присущий древесине как природному материалу. Снизить вероятность появления выпадающих сучков и трещин можно путем полной вырезки пороков на линии сращивания. Однако это повышает стоимость продукции, а также лишает поверхность клееного бруса привычной природной структуры, к чему не всегда готовы заказчики. Намного сложнее обстоит ситуация со смоляными кармашками. Подобные случаи знакомы практически всем деревообработчикам – все сделано правильно: отобраны пиломатериалы высших сортов, видимые явные дефекты вырезаны, склеивание проведено с применением самых лучших клеев и на современном оборудовании, а при последнем профилировании на лицевой поверхности проявляется скрытый смоляной кармашек…
Поскольку проблема не является новой, то для решения подобных ситуаций разработаны современные технологии ремонта готового клееного бруса.
КАК ЭКОНОМИТЬ НА ИНСТРУМЕНТЕ?
Для ремонта готовой поверхности могут быть использованы специальные заделки-лодочки, которые вклеиваются в поверхность бруса после фрезерования вскрывшегося порока.
Технология достаточно простая, но есть одно но – высокая стоимость специального фрезера, достигающая 1000 евро, который используется для выполнения всего одной операции. Вместе с тем на предприятиях, как правило, имеются другие фрезеры, которые могут быть модернизированы своими силами для изготовления специальных пазов длиной 69 и шириной 8 мм, необходимых для вклеивания наиболее распространенных вставок-лодочек G2.
Заделка смоляных кармашков позволяет повысить стоимость продукции
Тот же принцип фрезерования используется в ламельных фрезерах при фрезеровании пазов под соединительные шканты-ламельки.
Такие инструменты позволяют фрезеровать паз в заготовке, а также регулировать глубину фрезерования. Технические характеристики, такие как количество оборотов и мощность двигателя, у ламельных фрезеров и специализированного инструмента для изготовления пазов под лодочки практически совпадают. Главным и, наверное, единственным значимым отличием большинства ламельных фрезеров является размер используемого инструмента. Используемые фрезы имеют одинаковый диаметр (100 мм) и посадочное отверстие (22 мм). Для изготовления пазов под шканты используются фрезы толщиной 4 мм, тогда как для фрезерования смоляного кармашка необходимо формировать паз шириной 8 мм. Сравнивая данные, легко понять, что фреза лодочка функционально может быть изготовлена ламельным фрезером, но в месте крепления фрезы на шпинделе недостаточно пространства.

а. Смоляной кармашек на лицевой поверхности бруса
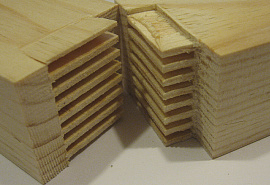
б. Вставка-лодочка G2

Стандартные фрезы для ламельного фрезера и фрезерования смоляного кармашка

Стандартный фрезер Makita

Модернизированный кожух со смотровым окошком
КОНСТРУИРУЕМ БЕЗ УЩЕРБА
Для модернизации стандартного инструмента можно приобрести дополнительный защитный кожух, в котором следует расширить паз, что позволит более толстой фрезе обеспечить свободный ход без задевания кожуха.
Помимо расточки паза необходимо сделать небольшое смотровое окошко, без которого невозможно определить точку входа фрезы в древесину.
К основанию фрезы может быть дополнительно приклеена шлифовальная лента, которая позволит предотвратить возможное скольжение инструмента по поверхности бруса в процессе фрезерования паза.
Путем нехитрой модернизации мы смогли расширить сферу использования нашего стандартного инструмента, обеспечив возможность его применения на финишной операции изготовления клееного бруса. Подобные доработки выполняются силами предприятия на свой страх и риск, однако позволяют снизить расходы на приобретение дополнительного, редко используемого, но очень нужного инструмента.
Николай Тарасов








Пиловочный отбор
То, что профессионалы используют ресурсы линии сортировки бревен, чтобы повысить эффективн...
В фокусе весенних событий
Уважаемые читатели, мы знаем, что ваше внимание к лесной промышленности не ослабевает ни н...
Лица Победы СПБГЛТУ!
Великая Отечественная война принесла миру Победу над нацизмом. За эту Великую Победу наши ...
свежий номер






